
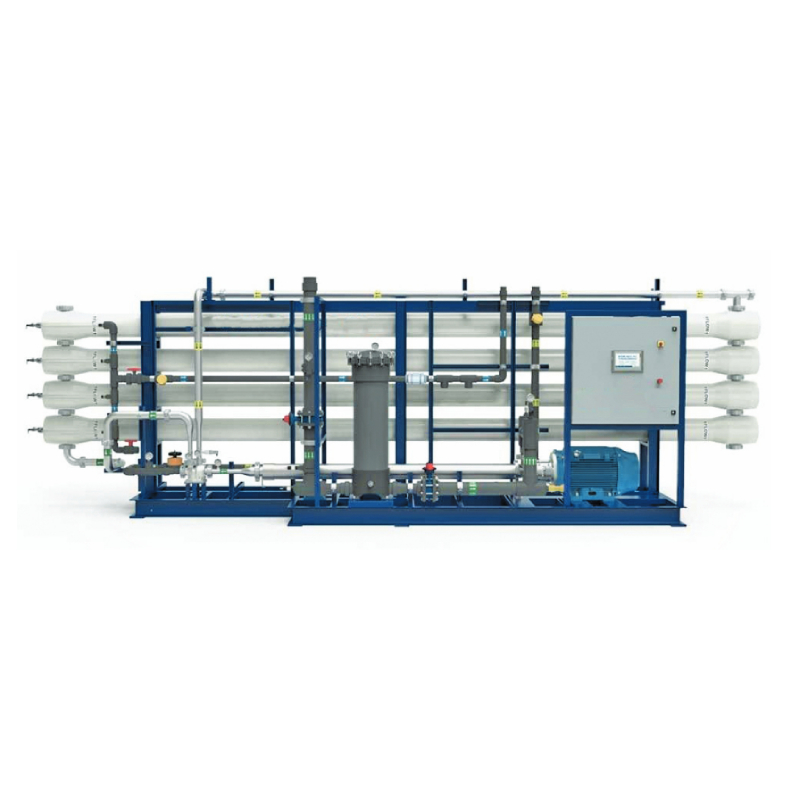
Ultraviolet Disinfection System
UV disinfection is recognized as an effective method in a wide range of water qualities and applications. Improved technological and design configurations have made UV a viable OPEX and CAPEX solution for disinfection processes, as well as in more advanced applications such as Advanced Oxidation Processes (AOP).
Description
The sustainable method is based on the natural disinfection action of the sun’s rays. UV systems produce the same ultraviolet germicidal rays through its UV lamps, just thousands of times stronger. No bacteria, viruses, molds, or spores are able to withstand this water treatment path, making ultraviolet technology a globally accepted solution for water disinfection.
The use of UV technology effectively ensures that the water quality, both physical and chemical, remains identical before and after the treatment. Additionally, the reaction time between the UV irradiation and the organism to be inactivated is very short and does not create any by-products at all. These are some of the advantages that makes UV technology systems the preferred solution in a wide range of water treatment applications.
The radiation dose is a design parameter for the disinfection effect of the UV irradiation. The necessary dose to achieve a given inactivation depends on the organism to be killed. The measurement is expressed in mWs/cm² and/or mJ/cm².
UV Transmission is the measure of the UV light’s ability to pass through 1 cm of liquid. When light irradiates the water, the water absorbs a part of the radiation, resulting in a decrease in light intensity from the lamp.
Capacity: 100lph to 500m3/hr are standard ranges, can be customized for larger capacities based on requirements
MOC: PP/SS
System Operation: Automatic
Application: Water and Waste Water Treatment Plant
Industry:
- Aquaculture : Hatchery & Fish Processing
- Dairy
- Beverage : Bottled water, Carbonated Soft Drink & Alkaline Water
- Brewery & Distillery
- Food Processing
- Plant Based Meat
- Fruits and Vegetable Processing
- RTE & RTC
- HoReCa
- Municipal
- IT Industry
Key Features:
- Tailor made to suit application and requirements.
- Advanced UV Disinfection System for wide flow range.
- Extended Hours Lamp life High Intensity Lamps)